



טכנולוגיית חיתוך חוטי יהלום ידועה גם כטכנולוגיית חיתוך שוחק איחוד. זוהי שיטת ציפוי אלקטרוליטי או קשירת שרף של חומר שוחק יהלום איחוד על פני חוט הפלדה, כאשר חוטי יהלום פועלים ישירות על פני מוט הסיליקון או מטיל הסיליקון כדי לייצר שחיקה, ולהשיג את אפקט החיתוך. לחיתוך חוטי יהלום יש מאפיינים של מהירות חיתוך מהירה, דיוק חיתוך גבוה ואובדן חומר נמוך.
כיום, שוק גבישי היחיד לחיתוך פרוסות סיליקון חד-גבישיות התקבל במלואו, אך בתהליך הקידום הוא נתקל גם בבעיה הנפוצה ביותר, שבה לבן קטיפה הוא הבעיה. לאור זאת, מאמר זה מתמקד כיצד למנוע את בעיית הלבן הקטיפה של פרוסות סיליקון חד-גבישיות בחיתוך חוטי יהלום.
תהליך הניקוי של פרוסות סיליקון חד-גבישיות בחיתוך חוטי יהלום הוא הסרת פרוסות הסיליקון הנחתכות על ידי מכונת מסור החוטים מלוח השרף, הסרת רצועת הגומי וניקוי פרוסות הסיליקון. ציוד הניקוי מורכב בעיקר ממכונת ניקוי מקדים (מכונת הסרת גומי) ומכונת ניקוי. תהליך הניקוי העיקרי של מכונת הניקוי המקדים הוא: הזנה-ריסוס-ריסוס-ניקוי אולטרסאונד-הסרת גומי-שטיפה במים נקיים-תת-הזנה. תהליך הניקוי העיקרי של מכונת הניקוי הוא: הזנה-שטיפה במים טהורים-שטיפה במים טהורים-שטיפה בבסיסים-שטיפה בבסיסים-שטיפה בבסיסים-שטיפה במים טהורים-שטיפה במים טהורים-ייבוש מקדים (הרמה איטית)-ייבוש-הזנה.
עקרון ייצור הקטיפה מגבישים יחידים
פרוסת סיליקון מונוקריסטלית היא מאפיין של קורוזיה אניזוטרופית של פרוסת סיליקון מונוקריסטלית. עקרון התגובה הוא משוואת התגובה הכימית הבאה:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
במהותו, תהליך היווצרות הזמש הוא: תמיסת NaOH משתנה מקצבי קורוזיה שונים של פני שטח גבישיים שונים, (100) מהירות קורוזיה של פני השטח בהשוואה ל-(111), ולכן (100) פרוסת סיליקון חד-גבישית לאחר קורוזיה אניזוטרופית, ובסופו של דבר נוצר על פני השטח חרוט (111) בעל ארבעה צדדים, כלומר מבנה "פירמידה" (כפי שמוצג באיור 1). לאחר היווצרות המבנה, כאשר אור פוגע במדרון הפירמידה בזווית מסוימת, האור יוחזר למדרון בזווית אחרת, ויווצר בליעה משנית או גדולה יותר, ובכך מפחית את ההחזרה על פני פרוסת הסיליקון, כלומר, אפקט מלכודת האור (ראה איור 2). ככל שגודל ואחידות מבנה ה"פירמידה" טובים יותר, כך אפקט המלכודת בולט יותר, וקצב פליטת פני השטח של פרוסת הסיליקון נמוך יותר.
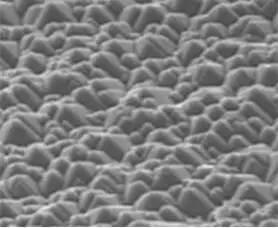
איור 1: מיקרומורפולוגיה של פרוסת סיליקון חד-גבישית לאחר ייצור אלקלי
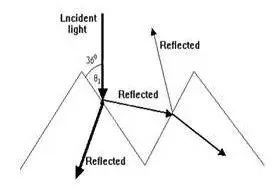
איור 2: עקרון לכידת האור של מבנה ה"פירמידה"
ניתוח של הלבנת גביש יחיד
באמצעות מיקרוסקופ אלקטרונים סורק על פרוסת סיליקון לבנה, נמצא כי המיקרו-מבנה הפירמידלי של פרוסת הסיליקון הלבנה באזור זה לא נוצר כלל, ונראה כי על פני השטח יש שכבה של שאריות "שעווה", בעוד שמבנה הפירמידלי של הזמש באזור הלבן של אותה פרוסת סיליקון נוצר טוב יותר (ראה איור 3). אם יש שאריות על פני פרוסת הסיליקון המונו-גבישית, על פני השטח יהיה מבנה "פירמידלי" בגודל שיורי, יצירת אחידות והשפעת האזור הנורמלי אינה מספקת, וכתוצאה מכך החזרת פני השטח הקטיפתיים גבוהה יותר מהאזור הנורמלי, והאזור בעל ההחזרה הגבוהה משתקף כלבן בהשוואה לאזור הנורמלי. כפי שניתן לראות מצורת ההתפלגות של האזור הלבן, הוא אינו בעל צורה רגילה או רגילה בשטח גדול, אלא רק באזורים מקומיים. יש לציין כי מזהמים מקומיים על פני פרוסת הסיליקון לא נוקו, או שמצב פני השטח של פרוסת הסיליקון נגרם על ידי זיהום משני.
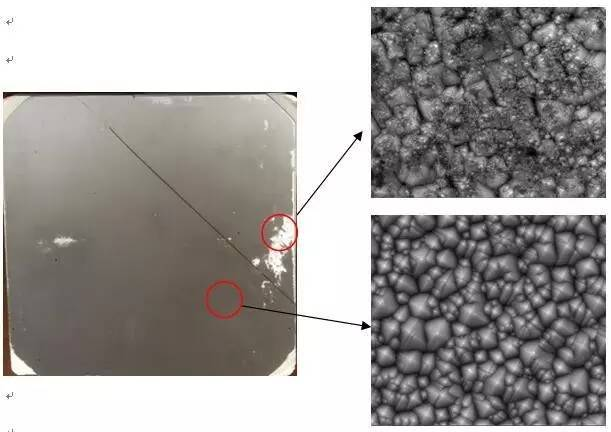
איור 3: השוואה בין הבדלים אזוריים במיקרו-מבנה של פרוסות סיליקון לבנות קטיפה
פני השטח של פרוסת הסיליקון לחיתוך חוטי יהלום חלקים יותר והנזק קטן יותר (כפי שמוצג באיור 4). בהשוואה לפרוסת הסיליקון בטיט, מהירות התגובה של פני השטח של פרוסת הסיליקון הבסיסית ושל פרוסת הסיליקון לחיתוך חוטי יהלום איטית יותר מזו של פרוסת הסיליקון המונוקריסטלינית לחיתוך טיט, כך שהשפעת שאריות פני השטח על אפקט הקטיפתי ניכרת יותר.
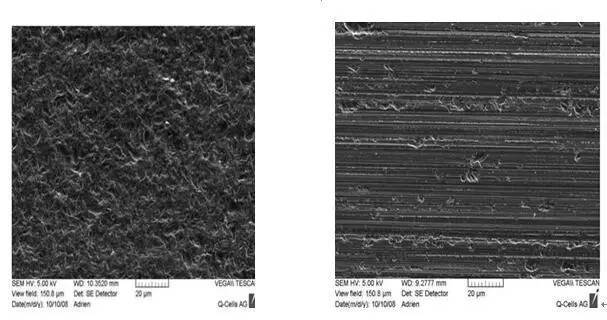
איור 4: (א) מיקרוסקופ פני השטח של פרוסת סיליקון חתוכה בטיט (ב) מיקרוסקופ פני השטח של פרוסת סיליקון חתוכה בחוט יהלום
מקור השיורי העיקרי של פני השטח של פרוסת סיליקון חתוכה בחוטי יהלום
(1) נוזל קירור: המרכיבים העיקריים של נוזל קירור לחיתוך חוטי יהלום הם חומר פעיל שטח, פיזור, חומר דבק, מים ורכיבים אחרים. נוזל החיתוך בעל ביצועים מצוינים, בעל יכולת סילוק, פיזור וניקוי קלים. לחומרים פעילי שטח יש בדרך כלל תכונות הידרופיליות טובות יותר, שקל לנקות אותן בתהליך ניקוי פרוסות הסיליקון. ערבוב ומחזור מתמידים של תוספים אלה במים ייצרו כמות גדולה של קצף, מה שיביא לירידה בזרימת נוזל הקירור, המשפיעה על ביצועי הקירור, ובעיות קצף ואף גלישת קצף חמורות, אשר ישפיעו קשות על השימוש. לכן, נוזל הקירור משמש בדרך כלל עם חומר מסיר הקצפה. על מנת להבטיח את ביצועי מסיר הקצפה, סיליקון ופוליאתר מסורתיים הם בדרך כלל דלים בהידרופיליות. הממס במים נספג בקלות רבה ונשאר על פני פרוסות הסיליקון בניקוי שלאחר מכן, וכתוצאה מכך נוצרים כתמים לבנים. ואינו תואם היטב לרכיבים העיקריים של נוזל הקירור, לכן יש להכין אותו לשני רכיבים. רכיבים עיקריים וחומרי נוגדי הקצפה מוסיפים למים. בתהליך השימוש, בהתאם למצב הקצף, לא ניתן לשלוט כמותית בשימוש ובמינון של חומרי נוגדי הקצפה, עלול בקלות לאפשר מנת יתר של חומרי נוגדי הקצפה, מה שמוביל לעלייה בשאריות פני השטח של פרוסות סיליקון. בנוסף, התפעול אינו נוח יותר. עם זאת, בשל המחיר הנמוך של חומרי הגלם וחומרי הגלם של חומרי נוגדי הקצפה, רוב נוזל הקירור הביתי משתמש במערכת נוסחה זו; נוזל קירור אחר משתמש בחומר נוגדי הקצפה חדש, שיכול להיות תואם היטב לרכיבים העיקריים, ללא תוספות, יכול לשלוט ביעילות וכמותית בכמותו, יכול למנוע ביעילות שימוש מופרז. התרגילים גם נוחים מאוד לביצוע, עם תהליך ניקוי נכון, ניתן לשלוט בשאריות שלו לרמות נמוכות מאוד. ביפן וכמה יצרנים מקומיים מאמצים מערכת נוסחה זו. עם זאת, בשל עלות חומרי הגלם הגבוהה שלו, יתרון המחיר שלו אינו ברור.
(2) גרסת דבק ושרף: בשלב מאוחר יותר של תהליך חיתוך חוט היהלום, פרוסת הסיליקון ליד הקצה הנכנס נחתכה מראש, פרוסת הסיליקון בקצה היציאה עדיין לא נחתכה, חוט היהלום שנחתך מוקדם החל לחתוך עד לשכבת הגומי וללוח השרף, מכיוון שדבק מוט הסיליקון ולוח השרף שניהם מוצרים של שרף אפוקסי, נקודת הריכוך שלו היא בעיקר בין 55 ל-95 מעלות צלזיוס, אם נקודת הריכוך של שכבת הגומי או לוח השרף נמוכה, הם עלולים להתחמם בקלות במהלך תהליך החיתוך ולגרום להם להתרכך ולהינמס, להתחבר לחוט הפלדה ולמשטח פרוסת הסיליקון, מה שגורם ליכולת החיתוך של קו היהלום לרדת, או שפרוסות הסיליקון נקלטות ונצבעות בשרף, לאחר החיבור, קשה מאוד לשטוף אותן, זיהום כזה מתרחש בעיקר ליד קצה פרוסת הסיליקון.
(3) אבקת סיליקון: בתהליך חיתוך חוטי יהלום ייצרו הרבה אבקת סיליקון. עם החיתוך, תכולת אבקת נוזל הקירור של המלט תגדל. כאשר האבקה גדולה מספיק, היא תידבק למשטח הסיליקון. גודל וגודל אבקת הסיליקון בחיתוך חוטי יהלום גורמים לה קלות יותר לספיחתה על פני הסיליקון, מה שמקשה על ניקוי. לכן, יש לוודא את עדכון ואיכות נוזל הקירור ולהפחית את תכולת האבקה בנוזל הקירור.
(4) חומר ניקוי: יצרני חיתוך חוטי יהלום משתמשים כיום בעיקר בחיתוך מלט בו זמנית. הם משתמשים בעיקר בשטיפה מוקדמת של חיתוך מלט, בתהליך הניקוי ובחומר הניקוי. טכנולוגיית חיתוך חוטי יהלום בודדת יוצרת סט שלם של קו חיתוך, קיימים הבדלים גדולים בין מנגנון החיתוך לבין טכנולוגיית חיתוך מלט. לכן, תהליך הניקוי, מינון חומר הניקוי, הנוסחה וכו' צריכים להיות מתאימים לחיתוך חוטי יהלום. חומר הניקוי הוא היבט חשוב. נוסחת חומר הניקוי המקורית היא חומר פעיל שטח. הבסיסיות אינה מתאימה לניקוי פרוסות סיליקון של חיתוך חוטי יהלום. יש להשתמש בהרכב ושאריות פני השטח של פרוסות סיליקון של חוטי יהלום, תוך שימוש בתהליך הניקוי. כפי שצוין לעיל, אין צורך בהרכב חומר הסרת קצף בחיתוך מלט.
(5) מים: מי הצפה של חיתוך חוטי יהלום, שטיפה מוקדמת וניקוי מכילים זיהומים, והם עלולים להיספג על פני פרוסת הסיליקון.
הצעות להפחתת הבעיה של יצירת שיער קטיפתי לבן
(1) יש להשתמש בנוזל קירור עם פיזור טוב, ויש להשתמש בחומר הסרת קצף בעל שאריות נמוכות כדי להפחית את שאריות רכיבי נוזל הקירור על פני פרוסת הסיליקון;
(2) השתמשו בדבק ובצלחת שרף מתאימים כדי להפחית את הזיהום של פרוסות סיליקון;
(3) נוזל הקירור מדולל במים טהורים כדי להבטיח שלא יהיו זיהומים קלים במים המשמשים;
(4) עבור פני השטח של פרוסת סיליקון חתוכה בחוטי יהלום, יש להשתמש בחומר ניקוי מתאים יותר לפעילות ואפקט ניקוי;
(5) השתמשו במערכת שחזור מקוונת של נוזל קירור קו היהלום כדי להפחית את תכולת אבקת הסיליקון בתהליך החיתוך, על מנת לשלוט ביעילות בשאריות אבקת הסיליקון על פני פרוסת הסיליקון של פרוסת הסיליקון. במקביל, זה יכול גם להגביר את שיפור טמפרטורת המים, הזרימה והזמן בשטיפה המקדימה, כדי להבטיח שאבקת הסיליקון תשטוף בזמן.
(6) לאחר שהפרוסת סיליקון מונחת על שולחן הניקוי, יש לטפל בה מיד, ולשמור על פרוסת הסיליקון רטובה לאורך כל תהליך הניקוי.
(7) פרוסת הסיליקון שומרת על פני השטח רטובים בתהליך הסרת הגומי, ואינה יכולה להתייבש באופן טבעי. (8) בתהליך ניקוי פרוסת הסיליקון, ניתן להפחית ככל האפשר את זמן החשיפה לאוויר כדי למנוע היווצרות פרחים על פני פרוסת הסיליקון.
(9) אסור לעובדי הניקיון לגעת ישירות בפני השטח של פרוסת הסיליקון במהלך כל תהליך הניקוי, ועליהם ללבוש כפפות גומי, כדי לא ליצור טביעת אצבע.
(10) בהתייחסות [2], קצה הסוללה משתמש בתהליך ניקוי של מי חמצן H2O2 + NaOH אלקלי לפי יחס נפח של 1:26 (תמיסת NaOH 3%), שיכול להפחית ביעילות את התרחשות הבעיה. העיקרון שלו דומה לתמיסת הניקוי SC1 (הידוע בכינויו נוזל 1) של פרוסת סיליקון מוליך למחצה. המנגנון העיקרי שלו: סרט החמצון על פני פרוסת הסיליקון נוצר על ידי חמצון H2O2, אשר עובר קורוזיה על ידי NaOH, והחמצון והקורוזיה מתרחשים שוב ושוב. לכן, החלקיקים המחוברים לאבקת הסיליקון, שרף, מתכת וכו') נופלים גם הם לתוך נוזל הניקוי יחד עם שכבת הקורוזיה; עקב חמצון H2O2, החומר האורגני על פני פרוסת הסיליקון מתפרק ל-CO2, H2O ומסיר אותו. תהליך ניקוי זה נעשה על ידי יצרני פרוסות סיליקון המשתמשים בו כדי לעבד ניקוי של פרוסות סיליקון חד-גבישיות באמצעות חוטי יהלום, פרוסות סיליקון מקומיות וטייוואניות ויצרני סוללות אחרים משתמשים בתלונות על בעיות בצבע לבן קטיפה. ישנם גם יצרני סוללות שהשתמשו בתהליך ניקוי מקדים דומה של קטיפה, גם הם שולטים ביעילות במראה הלבן הקטיפתי. ניתן לראות שתהליך ניקוי זה נוסף בתהליך ניקוי פרוסות הסיליקון כדי להסיר את שאריות פרוסות הסיליקון ובכך לפתור ביעילות את בעיית השיער הלבן בקצה הסוללה.
מַסְקָנָה
כיום, חיתוך חוטי יהלום הפך לטכנולוגיית העיבוד העיקרית בתחום חיתוך גביש יחיד, אך תהליך קידום בעיית ייצור פרוסות סיליקון לבנות הקטיפה הטריד יצרני פרוסות סיליקון וסוללות, מה שהוביל יצרני סוללות לחיתוך חוטי יהלום עם פרוסות סיליקון, ומציג התנגדות מסוימת. באמצעות ניתוח השוואתי של האזור הלבן, ניתן לראות שהוא נגרם בעיקר משאריות על פני פרוסות הסיליקון. על מנת למנוע טוב יותר את בעיית פרוסות הסיליקון בתא, מאמר זה מנתח את המקורות האפשריים לזיהום פני השטח של פרוסות הסיליקון, כמו גם הצעות לשיפור ואמצעים בייצור. בהתאם למספר, אזור וצורת הכתמים הלבנים, ניתן לנתח ולשפר את הגורמים. מומלץ במיוחד להשתמש בתהליך ניקוי עם מי חמצן + בסיס. הניסיון המוצלח הוכיח כי ניתן למנוע ביעילות את בעיית חיתוך חוטי יהלום בהכנת פרוסות סיליקון להלבנת קטיפה, לעיון של מומחים ויצרנים בתעשייה.
זמן פרסום: 30 במאי 2024